Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
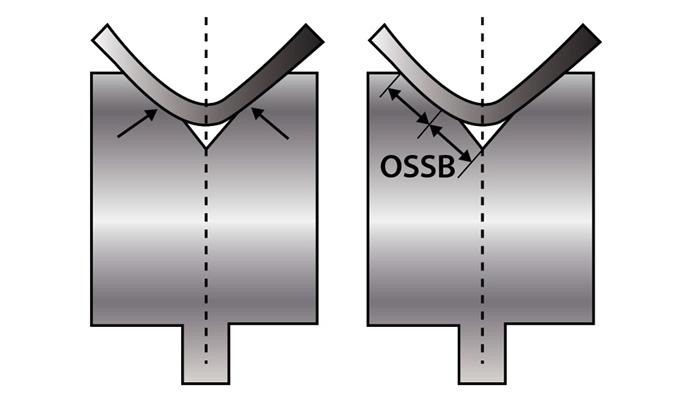
Рисунок 1
Чтобы получить от вас максимум пользы Инструмент для листогибочного прессаВ идеале касательная к изгибу, где начинается радиус, должна находиться посередине лицевой поверхности матрицы. В этом случае половина лицевой поверхности матрицы равна внешнему смещению (OSSB), расстоянию от внешней линии пресс-формы (плоскостей, параллельных заготовке) до точки касания изгиба.
Вопрос:
Наш производственный отдел занимается документированием стандартных процессов для выбора правильного варианта. ударить кулаком и умеретьНеобходимо подобрать оптимальное сочетание параметров для получения желаемых результатов при гибке на воздухе. Мы хотим получить изгиб на 90 градусов для заготовки из нержавеющей стали 304 толщиной 0,0751 дюйма с внутренним радиусом изгиба, также равным 0,0751 дюйма. Существует правило 20 процентов, а также правило 8-кратной толщины материала. Как следует применять эти правила для выбора размера отверстия матрицы?
Отвечать:
Правило 8x — это проверенное временем эмпирическое правило, основанное на расчетах для холоднокатаной стали с пределом прочности на растяжение 60 000 PSI, которое гласит, что оптимальной практикой является выбор ширины раскрытия матрицы, в восемь раз превышающей толщину материала. Как правило, наилучшие результаты достигаются при использовании правила 8x. Оно упрощает формовку и обеспечивает стабильность угла изгиба, работая в рамках требуемого тоннажа. Вы обнаружите, что можете получить внутренний радиус, приблизительно равный толщине материала.
Тем не менее, «8x» — это всего лишь обозначение, и этот коэффициент может увеличиваться или уменьшаться в зависимости от толщины материала. Иногда ширина отверстия матрицы равна 6-кратному размеру толщины материала, иногда — 10-кратному или 12-кратному. Правило 8x — это хорошее эмпирическое правило, позволяющее поддерживать низкие тоннажи и стабильность деталей, по крайней мере, до определенного момента. Но, к сожалению, оно на самом деле не учитывает различные типы материалов.
Правило 20 процентов определяет внутренний радиус, измеренный в воздушной форме над заданной матрицей. В отличие от правила 8x, правило 20 процентов может учитывать тип материала. Для нержавеющей стали 304 внутренний радиус составит от 20 до 22 процентов от ширины отверстия матрицы; для холоднокатаной стали внутренний радиус изгиба составит от 15 до 17 процентов; а для алюминия 5052 H32 внутренний радиус изгиба составит от 9 до 11 процентов. Начинается расчет со среднего значения (в случае нержавеющей стали 304 это 21 процент), затем при необходимости производится корректировка.
Правило 20 процентов просто описывает результирующий внутренний радиус при гибке на воздухе и используется для расчета вычетов за изгиб. Однако обычно оно не используется для формирования отверстия матрицы, поскольку не учитывает упругое восстановление или ограничения по усилию.
Для вашей работы с нержавеющей сталью формулу правила 20 процентов можно переписать так: ширина отверстия матрицы × 21 процент = внутренний радиус изгиба — и получить: внутренний радиус изгиба / 21 процент = ширина отверстия матрицы. Это даст вам: 0,075 дюйма / 0,21 = 0,357 дюйма ширины отверстия матрицы. Но опять же, это не учитывает упругое восстановление или ограничения по усилию, и это может серьезно перегрузить пресс или оснастку. Это мало для отверстия матрицы, и усилие следует учитывать.
Для достижения определенного радиуса вам потребуется соответствующая оснастка и листогибочный пресс. В конечном итоге, доступная ширина раскрытия штампа в вашей инструментальной библиотеке, а также тоннажность вашей оснастки и листогибочных прессов будут определять внутренние радиусы сгиба, которые вы можете получить при гибке воздухом материала определенного типа и толщины. Процедура выбора оснастки для гибки воздухом должна включать следующее:
1. Убедитесь, что указанный внутренний радиус изгиба не меньше минимального радиуса острого изгиба. В противном случае, внутренний радиус изгиба физически достичь невозможно, за исключением штамповки или доводки. Это связано с тем, что при резком изгибе пуансон начинает врезаться в материал. Для низкоуглеродистой стали резкий изгиб обычно достигается, когда внутренний радиус составляет около 63 процентов от толщины материала. (Более подробную информацию об острых изгибах см. в разделе «Как изгиб становится острым».) В вашем случае, конечно, вы стремитесь достичь соотношения 1:1 между толщиной материала и внутренним радиусом изгиба, что, безусловно, достижимо, если ваши инструменты и станки способны выдерживать требуемую нагрузку.
2. Выберите размер отверстия матрицы. В отношении любого станка, как правило, не следует использовать его чрезмерно или недостаточно. Максимальная отдача от станка достигается при использовании половины его максимального рабочего значения. Тем не менее, разве комбинация матрицы, пуансона и материала не является «станком»? Конечно, является. Так что же составляет половину рабочего значения матрицы? В идеальных условиях эта точка находится посередине рабочей поверхности матрицы, как показано на рисунке 1.
Для определения геометрически идеального отверстия матрицы — такого, при котором изгиб происходит посередине лицевой поверхности матрицы — используйте следующую формулу: (Внешний радиус изгиба × 0,7071) × Коэффициент = Идеальное отверстие матрицы.
Для расчета внешнего радиуса изгиба добавьте желаемый внутренний радиус изгиба к толщине материала. В вашем примере вы добавите внутренний радиус 0,075 дюйма к толщине материала 0,075 дюйма и получите внешний радиус изгиба 0,150 дюйма.
В формуле используется множитель, и множитель 4,0 даст вам значение, максимально приближенное к геометрически идеальному, насколько это практически возможно, но без учета упругого восстановления. Чтобы учесть упругое восстановление, немного увеличьте множитель. Для материалов толщиной менее 0,125 дюйма реалистичный рабочий множитель составляет 4,85. Для материалов толщиной от 0,125 до 0,250 дюйма множитель равен 5,85 (для материалов толщиной более 0,250 дюйма расчет производится по-другому). Этот метод выбора матрицы обеспечивает постоянство соотношений независимо от того, большой радиус и тонкий материал, или толстый материал и малый радиус.
В вашей ситуации вам нужно будет рассчитать следующее: (Внешний радиус изгиба × 0,7071) × Коэффициент = Идеальное отверстие матрицы; или (0,150 дюйма × 0,7071) × 4,85 = 0,514 дюйма. Конечно, в вашем цехе, вероятно, нет матрицы с шириной отверстия 0,514 дюйма, поэтому вам, скорее всего, придется выбрать ближайшую доступную ширину между матрицей 0,472 дюйма или 0,551 дюйма. Выбор ближайшей доступной ширины отверстия матрицы позволит сохранить внутренний радиус изгиба как можно ближе к требуемому значению. Это предполагает, что избыточный тоннаж не является проблемой при использовании матрицы меньшего размера.
(Следует отметить, что при использовании коэффициента 4,0 значение ширины матрицы составит 0,424 дюйма, что, по крайней мере в теоретическом смысле, геометрически идеально подходит для данной задачи, но опять же, не учитывает упругое восстановление.)
3. Рассчитайте требуемый тоннаж. Теперь, когда вы определили идеальный размер отверстия матрицы, необходимо убедиться, что он не превышает доступный тоннаж вашего пресса или оснастки. Для расчета используйте следующую формулу: [(575 × Толщина материала²)/Размер отверстия матрицы] × Коэффициент материала = Тоннаж на фут.
В качестве базового значения мы используем сталь AISI 1035 с пределом прочности на растяжение 60 000 PSI (наиболее распространенный тип холоднокатаной стали) и присваиваем ей значение коэффициента материала, равное 1. Чтобы получить коэффициент для конкретного материала, можно выполнить простое сравнение пределов прочности на растяжение, используя предел прочности на растяжение 60 000 PSI в качестве базового значения. Если для вашей нержавеющей стали 304 указан предел прочности на растяжение 85 000 PSI, то вы делите этот предел прочности на 60 000, чтобы получить 1,4. Таким образом, расчет тоннажа будет выглядеть так: [(575 × 0,005625) / 0,551] × 1,4 = 8,22 тонны на фут. Вам также необходимо учитывать длину изгиба. Если вы находитесь в пределах тоннажных ограничений вашего инструмента и листогибочного пресса, то переходим к следующему шагу.
4. Если ширина матрицы приемлема, рассчитайте радиус изгиба, используя правило 20 процентов. Начните со среднего значения. Вернемся к нашему примеру с нержавеющей сталью 304: средний процент равен 21. Умножьте этот процент на фактическое отверстие матрицы, которое вы будете использовать, и вы получите результирующий внутренний радиус изгиба: 0,551 дюйма × 0,21 = 0,1157 дюйма.
Фактический радиус составит приблизительно 0,116 дюйма, что максимально близко к соотношению 1:1, насколько это возможно при формовке в воздушной среде. Да, радиус больше, чем соотношение радиуса изгиба к толщине материала 1:1, но и размер матрицы также не идеален. Даже геометрически идеальная ширина матрицы даст внутренний радиус, немного превышающий толщину материала. Без штамповки точное соотношение 1:1 невозможно без специальной оснастки.
5. Используйте это значение внутреннего радиуса изгиба для расчета вычета за изгиб. Теперь подставьте это значение внутреннего радиуса изгиба в формулы расчета вычета за изгиб. В настоящее время эти расчеты автоматизированы с помощью программного обеспечения, но для повторения математических основ ознакомьтесь со статьей «Как формируется внутренний радиус изгиба», доступной на сайте www.thefabricator.com.
6. Используйте выбранный набор инструментов для достижения рассчитанного уменьшения радиуса изгиба. Вы определили, что внутренний радиус изгиба физически достижим; вы выбрали ширину раскрытия матрицы, которая позволит вам максимально приблизиться к желаемому внутреннему радиусу изгиба; вы рассчитали уменьшение радиуса изгиба, исходя из правила 20 процентов; и вы учли доступный усилие и упругое восстановление. Учитывая все это, вы на верном пути к созданию идеальных деталей.



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español