Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
Большинство гнутых деталей изготавливаются с использованием гибки в воздухе, гибки снизу или складывание и подшивкаВсе эти методы и процессы работают одинаково: пуансон вдавливает заготовку в... нижний инструмент штампа. Именно поэтому гибочные станки, выполняющие эти методы и процессы, называются листогибочными прессами.
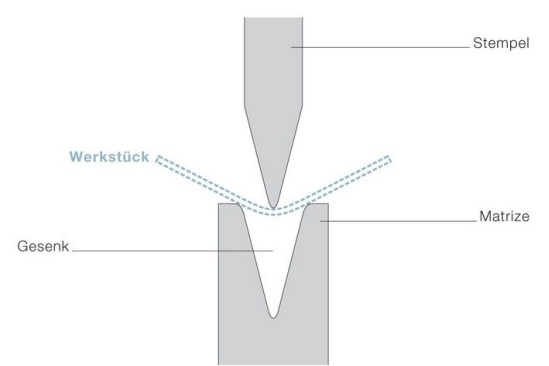
Управление воздухом
С При изгибании заготовки в воздухе пуансон прижимает заготовку к матрице, не прижимая ее к стенкам. При этом пуансон При движении пуансона вниз, боковые стороны заготовки загибаются вверх, создавая угол. Чем глубже пуансон вдавливает заготовку в матрицу, тем острее угол. Между пуансоном и матрицей остается зазор. пуансон и штампГибка в воздухе относится к методам, зависящим от траектории, поскольку для каждого угла требуется определенная траектория. Система управления станка рассчитывает эту траекторию, а также соответствующее усилие прессования. Траектория и усилие прессования зависят от инструментов, а также от свойств материала и изделия (угол, длина).
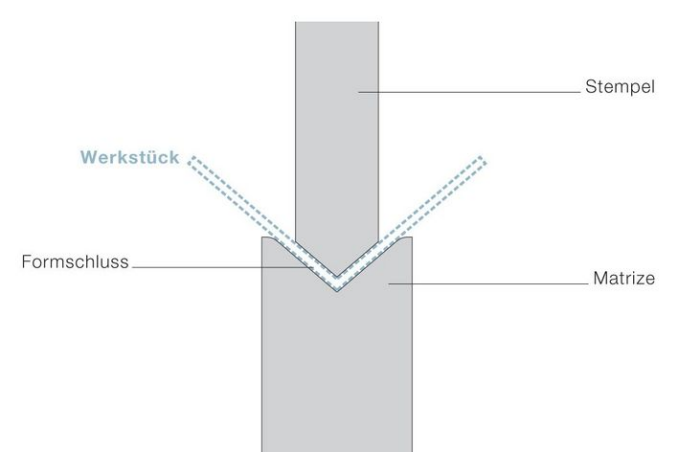
Изгиб нижней части
При изгибе нижней части... прессовый листогибочный пресс Пуансон полностью вдавливает заготовку в матрицу, так что между матрицей, заготовкой и пуансоном нет зазора. Это называется фиксацией формы. Пуансон и матрица должны точно подходить друг к другу. По этой причине для каждого угла и каждой формы требуется отдельный набор инструментов. Когда заготовка полностью вдавлена, пуансон не может двигаться дальше. Однако система управления станком увеличивает усилие прессования до достижения заданного значения. Это увеличивает давление на заготовка, которая затем принимает форму пуансона и матрицы. Угол стабилизируется под высоким давлением, так что обратное пружинение практически полностью исключается.
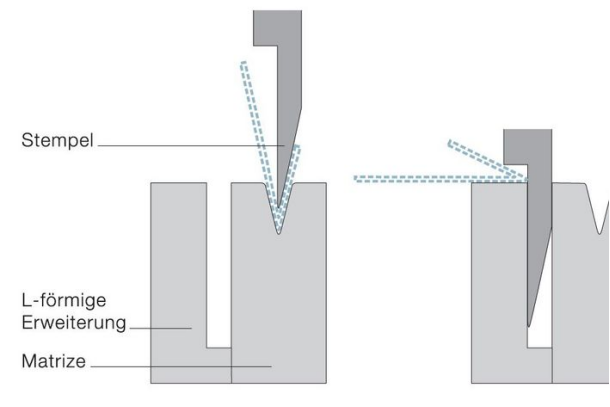
Складывание и подшивка
Края листового металла часто полностью загибаются, например, края коробок. В этом случае стороны становятся параллельными друг другу. Это либо делает готовое изделие более устойчивым, либо обеспечивает защиту кромок. Кроме того, сгибы часто необходимы для того, чтобы на более позднем этапе к ним можно было прикрепить другую деталь. Складывание и подшивка Процесс состоит из двух этапов. На первом этапе оператор предварительно сгибает уголок на 30°. Затем он вставляет заготовку обратно и загибает уголок. Процедура называется складыванием, если между сторонами остается зазор. При подгибке стороны полностью сжимаются. Складывание зависит от траектории, а подгибка — от силы.



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español