Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
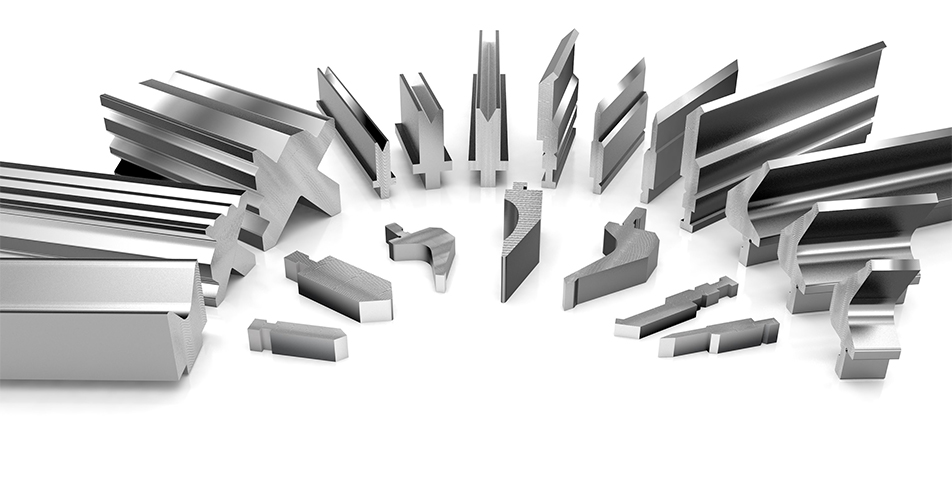
Классификация часто используемых Инструмент для листогибочного пресса:
Существует несколько типов инструментов для гибки, в том числе: L-образная форма, R-образная форма, U-образная форма, Z-образная формаи т. д. верхний удар В основном, имеются различные углы, такие как 90°, 88°, 45°, 30°, 20° и 15°. Есть двойные и одинарные пазы с различной шириной от 4 до 18 В. нижние матрицы, а также нижняя форма R, острый угол нижний моld, набор инструментов для выравнивания, и т. д. листогибочный пресс, оснастка, пуансон и матрица Они делятся на секции и целые части: верхний пуансон обычно делится на секции длиной 300 мм, 200 мм, 100 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм, 10 мм, а общая длина составляет 835 мм. Нижняя матрица обычно делится на секции длиной 400 мм, 200 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм и 10 мм, а общая длина составляет 835 мм.
① Инструменты для гибки Они изготовлены из стали, прошедшей специальную термообработку, и обладают такими характеристиками, как высокая твердость, низкий износ и высокая устойчивость к давлению. Однако каждый комплект форм имеет свою максимальную грузоподъемность: тонн/метр. Поэтому при использовании формы следует выбирать длину формы, то есть, какое давление необходимо приложить на метр, и оно не должно превышать давление, указанное на форме.
② Во избежание повреждения пресс-формы мы установили, что при выравнивании начала координат необходимо использовать верхнюю и нижнюю пресс-формы длиной не менее 300 мм. Только после выравнивания начала координат можно использовать верхнюю и нижнюю пресс-формы одинаковой высоты. Категорически запрещается использовать разъемные пресс-формы для начала координат, и начало координат должно основываться на внутреннем давлении начала координат машины AMADA.
③ При использовании пресс-форм, из-за разной высоты различных пресс-форм, при выборе пресс-форм на станке можно использовать только пресс-формы одинаковой высоты, а пресс-формы разной высоты использовать нельзя.
④ При использовании пресс-форм следует выбирать соответствующие верхнюю и нижнюю формы в зависимости от твердости, толщины и длины листового металла. Как правило, нижняя форма используется в соответствии со стандартом 5-6T, и ее длина должна быть больше длины листового материала. Если материал тверже и толще, следует использовать нижнюю форму с более широким желобом.
⑤ При сгибании острых углов или прессовании глухих углов следует выбирать угол в 30 градусов, при этом сначала сгибается острый угол, а затем прессуется глухая кромка. При сгибании угла R следует выбирать верхнюю и нижнюю формы R.
⑥ При гибке длинных заготовок не следует использовать сегментированные формы для уменьшения вдавливания инструмента, а лучше выбирать формы с одной канавкой, поскольку внешний угол R V-образной канавки нижней формы с одной канавкой велик, что затрудняет образование вдавливания при гибке.
⑦ При выборе верхней пресс-формы необходимо понимать параметры всех пресс-форм и принимать решение о том, какую верхнюю пресс-форму использовать, исходя из формы изготавливаемого изделия.
⑧ При гибке изделий с чрезвычайно высокой твердостью или толстым листовым металлом использование пресс-форм для гибки стальных прутков или других цилиндрических изделий не допускается.
⑨ При работе с пресс-формами необходимо сохранять спокойствие и фиксировать верхнюю и нижнюю части пресс-форм после того, как станок выровняется относительно начала координат. Не допускайте падения пресс-форм, травмирования людей или повреждения самих пресс-форм. Во время работы следует избегать чрезмерного давления и следить за изменениями отображаемых на экране данных.
⑩ После использования инструменты следует незамедлительно вернуть на место. шкафы для хранения инструментов Установите форму на подставку и разместите ее в соответствии с разметкой. Пыль с формы следует регулярно удалять, а для предотвращения ржавления и снижения точности формы необходимо наносить антикоррозийное масло.
Схематическое изображение формы верхнего пуансона в основном используется для обработки углов больше или равных 90° прямым ножом, как показано на следующем рисунке, и для обработки углов больше или равных 90° изогнутым ножом, как показано на следующем рисунке. Для обработки углов больше или равных 30° острым ножом, как показано на следующем рисунке.
В основном используется схематическое изображение формы нижней матрицы. Обратите внимание, что на следующем рисунке показана нижняя матрица с одинарным V-образным углом. 1. Когда V-образный угол равен 86° (эталонное значение), можно обрабатывать углы больше или равные 90°. 2. Когда V-образный угол равен 30° (эталонное значение), можно обрабатывать углы больше 30°. Нижняя матрица, используемая для быстрогибочного станка, относится к этому типу. На следующем рисунке показана нижняя матрица с двойным V-образным углом. Нижняя матрица, используемая для гибочного станка AMADA, относится к этому типу.
Сегментация гибочных инструментов:
В обычных условиях длина инструмента составляет 835 мм; для облегчения сгибания деталей различной длины вся длина инструмента часто делится на следующие секции: 10+15+20+40+50+100+100+200+300=835
Соответствие между толщиной пластины и шириной канавки:
Обычно ширина паза в 6 раз превышает толщину платы. В таблице соответствия толщины пластины и ширины паза, используемой в настоящее время компанией Wan Jiayuan, приведена следующая информация: Толщина материала (мм) 1.0 1.2 1.5 2.0 2.5 Ширина нижней матрицы гибочного станка (мм) 668 1216
Минимальный размер, позволяющий осуществлять гибку для обработки согласно приведенной выше сравнительной таблице (включая толщину листа):
Толщина листа (мм) 1.0 1.2 1.5 2.0 L минимальный размер для L-образного изгиба (мм) 4.5 4.7 6 8.5 Z минимальный размер для Z-образного изгиба (мм) 77.49 12
Традиционная последовательность изгиба:
1. Сначала короткая сторона, затем длинная: Как правило, при сгибании всех четырех сторон, сначала сгибание короткой стороны, а затем длинной, выгодно для обработки заготовки и сборки гибочной формы.
2. Сначала периферия, затем середина: Обычно сгиб выполняется от периферии заготовки к ее центру.
3. Сначала частичная, затем полная гибка: Если внутри или снаружи заготовки есть структуры, отличающиеся от других изгибов, как правило, необходимо сначала согнуть эти структуры, а затем остальные части.
4. Учитывайте ситуации, создающие помехи, и разумно выстраивайте последовательность гибки: последовательность гибки не является фиксированной, и последовательность обработки должна быть соответствующим образом скорректирована в зависимости от формы изгиба или препятствий на заготовке.



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español