Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
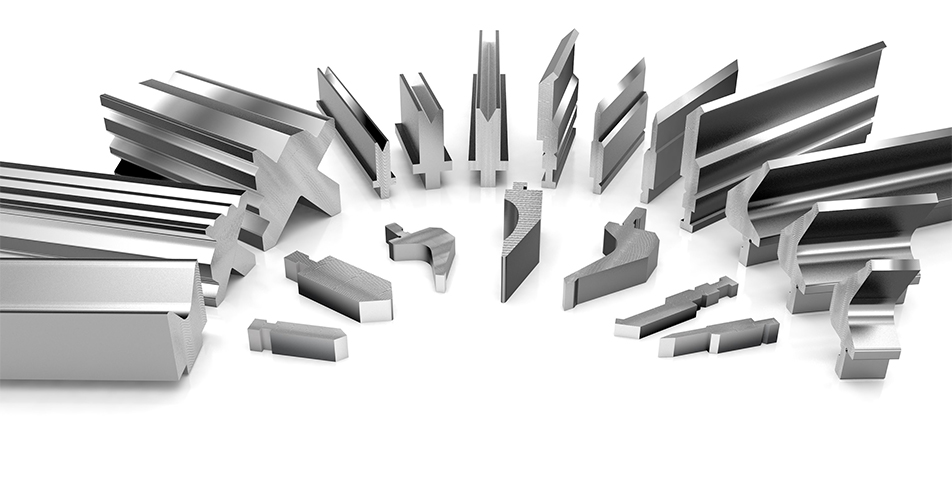
Теперь перейдем к «правильному выбору оснастки», что означает выбор инструмента из каталога, который подойдет для гибки вашей детали или который, в первую очередь, следует заказать для вашего производства. И чтобы поговорить об этом, нам нужно составить полный обзор типов оснастки и возможностей. Мы постараемся не основываться на какой-либо конкретной системе инструментов, а только на возможной геометрии инструментов и их возможностях для гибки.
Если у вас начальный уровень, то разумно также сделать небольшое вводное занятие по... Инструмент для листогибочного пресса и разделить его на следующие простые категории:
Гибочный пуансон — это верхний инструмент, который крепится непосредственно к подвижной балке листогибочного пресса или к верхнему держателю на балке и перемещается вместе с балкой. Выбор пуансона зависит от необходимого тоннажа, угла гибки и основной геометрии, необходимой для выполнения гибки.
Гибочный штамп — это нижний инструмент, который крепится к столу листогибочного пресса или нижней опоре и остается неподвижным. Во время гибки пуансон входит в штамп. Выбор штампа осуществляется в первую очередь на основе толщины материала и угла гибки. Штамп также позволяет уменьшить необходимое усилие для гибки — штамп большего размера, чем рекомендовано, означает необходимость большего фланца для детали и большего радиуса гибки, но меньшего усилия во время гибки. Другими словами, если вы будете использовать штамп V16 для низкоуглеродистой стали толщиной 2 мм или штамп V32 для низкоуглеродистой стали толщиной 2 мм, то для гибки потребуется гораздо меньшее усилие.
Наборы инструментов — полные комплекты инструментов, включающие верхние и нижние части (в основном деталь и штамп), но используемые для специальных применений, поэтому часто не могут использоваться друг без друга (например, Инструменты для Z-образного изгиба) или используется со множеством ограничений (например, пробойник для подшиванияПоэтому эти инструменты обычно продаются, производятся, поставляются и используются только в полном комплекте.
Переходники, держатели, зажимы, промежуточные элементы, крепежные устройства и т. д. — все, что необходимо установить между деталями и при сборке листогибочного пресса. удары и штампы.
Пуансоны и матрицы также могут быть цельными или выполненными в виде основного держателя и вставки (например). инструменты радиуса).
Сегодня существует множество специальных решений для использования листогибочных прессов в качестве машины для приложения силы, а также для установки, например, пробивных узлов (для сверления отверстий, выемок, жалюзи и т. д.).
Очень редкие (нам известно о некоторых специальных проектах) инструменты могут быть реверсивными, при этом пуансон будет установлен снизу, а матрица — сверху. Основная причина — расширение возможной фланцевой части, которая будет ударяться о нижний стол при использовании стандартных гибочных инструментов. Это очень необычно, но мы показываем реальные идеи, и вы можете убедиться, что это тоже возможно.
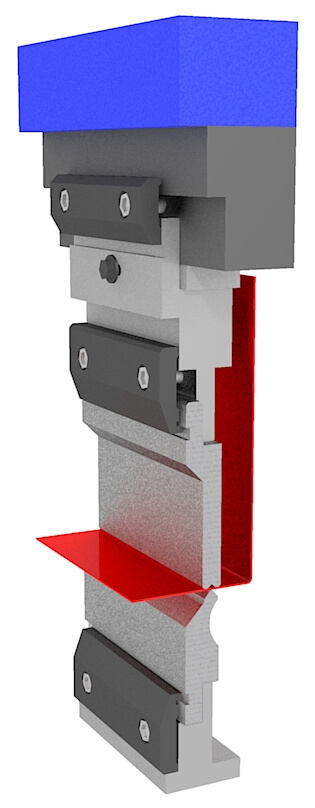
Фото - Инструменты в перевернутом положении: пуансон снизу, матрица сверху. Благодаря такой интересной конструкции высота промежуточного элемента позволяет без проблем выполнить обратный изгиб с большим фланцем.
Все инструменты для гибочных прессов изготавливаются из металла (обычно C45 или 42CrMo4, более подробную информацию можно найти в описании нашей продукции) с закалкой рабочих зон, подверженных напряжениям и износу. Инструменты для листогибочного пресса Они также используются для различных применений, например, для гибки прутков или пересечения профилей. Для любого нестандартного применения производитель должен знать вместе с запросом, чтобы предложить соответствующую оснастку.
Все опоры и держатели обычно также изготавливаются из металла, но без дополнительной закалки, поскольку они не подвергаются постоянным нагрузкам во время работы. Инструменты, изготовленные с высокой точностью, позволяют установить ровную линию без зазора, который может повлиять на материал и создать ступеньку во время гибки.
Важно также понимать, что ни один производитель не гарантирует правильную совместимость инструментов одного производителя с инструментами другого. Причина в том, что у каждого производителя свои замкнутые производственные условия, и они могут отличаться от условий других производителей, даже если геометрия инструмента одинакова.



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español