Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
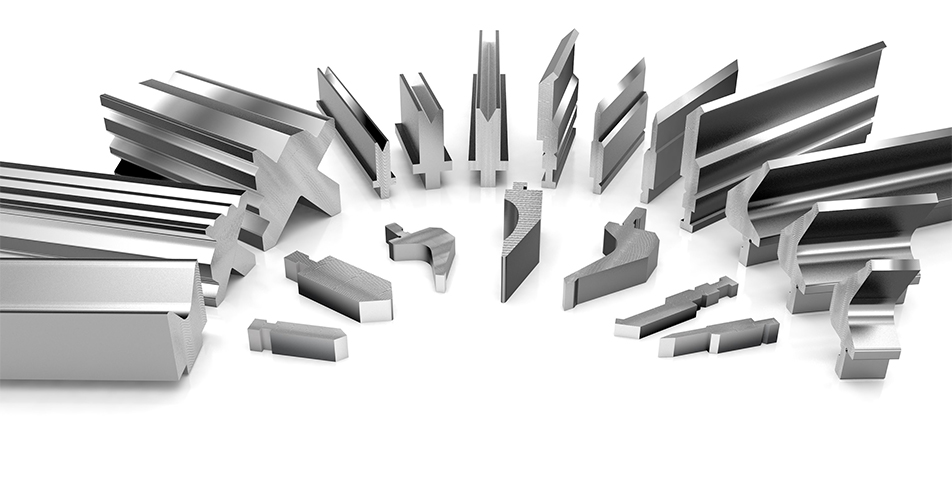
Какие инструменты входят в состав листогибочного пресса (верхнего и нижнего)? Давайте посмотрим, как классифицируются эти инструменты.
1. инструменты для листогибочного пресса включают L-образные, R-образные, U-образные и Z-образные прессовые инструменты.
2. верхний инструмент У листогибочного пресса углы наклона могут составлять 90, 88, 45, 30, 20 и 15 градусов. нижний инструмент Обычно их делят на 400 мм, 200 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм, 10 мм, что в сумме составляет 835 мм.
3. Нижний инструмент листогибочного пресса имеет 4–18V двойных и одинарных канавок, различной ширины, а также нижний инструмент типа R, нижний инструмент с острым углом, инструмент для выравнивания и т. д.
4. Верхний и нижний инструменты подразделяются на секции, а общий размер верхнего инструмента обычно составляет 300 мм, 200 мм, 100 мм, 100 мм, 50 мм, 40 мм, 20 мм, 15 мм, 10 мм, а общий размер — 835 мм.
Шесть характеристик инструментов для листогибочных прессов
1. Инструмент для листогибочного пресса изготавливается из стали и проходит специальную термообработку. Он обладает такими характеристиками, как высокая твердость, низкая износостойкость и высокая устойчивость к давлению. Однако каждый комплект инструментов имеет свое предельное давление: тонн на метр. Поэтому при использовании инструмента следует выбирать длину инструмента, то есть, какое давление необходимо приложить на метр, и это давление не должно превышать давление, указанное на инструменте.
2. Во избежание повреждения инструмента, мы оговариваем, что для выполнения операции по восстановлению исходного положения необходимо использовать верхний и нижний инструменты длиной более 300 мм. После коррекции исходного положения можно использовать верхний и нижний инструменты одинаковой высоты. Категорически запрещается использовать отдельные небольшие модули для выполнения операции по восстановлению исходного положения, и операция по восстановлению исходного положения должна основываться на давлении, создаваемом внутри машины AMADA.
3. При использовании инструментов, из-за разной высоты различных инструментов, в станке можно использовать только инструменты одинаковой высоты, а инструменты разной высоты использовать нельзя.
4. При загибании острых углов или обработке глухих углов выбирайте угол 30 градусов, сначала загибайте острый угол, а затем обрабатывайте глухой угол. При загибании под углом R следует выбирать верхний и нижний инструменты R.
5. При гибке длинной заготовки не используйте отрезной штамп для уменьшения вдавливания инструмента. Вместо этого выбирайте одинарную канавку, поскольку внешний угол R V-образной канавки в нижней части инструмента при одинарной канавке относительно велик, что затрудняет создание вдавливания.
6. При выборе верхнего инструмента необходимо знать все его параметры, а затем принимать решение, исходя из формы изделия, которое необходимо обработать.
Приобретайте больше оснастки для листогибочных прессов у нас! https://www.jaminnartool.com/



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español