Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
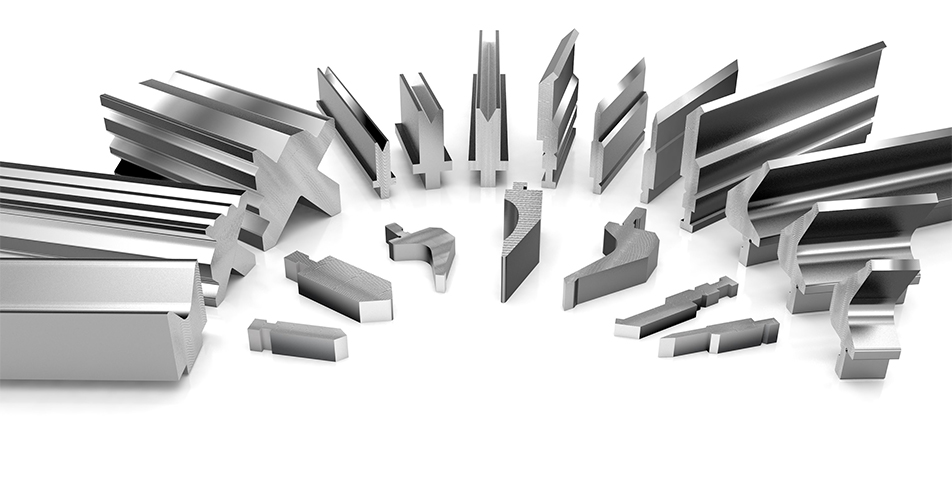
Инструмент для листогибочного прессаВыбор инструмента имеет решающее значение для получения правильных результатов при любой операции гибки листового металла. Листогибочные прессы стали неотъемлемой частью практически каждой современной металлообрабатывающей промышленности. Благодаря огромной популярности и широкому спектру применения существует множество различных вариантов оснастки для листогибочных прессов, подходящих для изгибов различной длины и формы.
В этой статье подробно рассматривается выбор оснастки для листогибочного пресса. Представленная здесь информация будет полезна как начинающим операторам листогибочных прессов, так и опытным профессионалам в этой области. Вы узнаете о материалах, вариантах исполнения, различных типах оснастки и важных параметрах для выбора оснастки.
Что такое оснастка для листогибочного пресса?

Инструменты для листогибочного пресса — это оборудование, такое как матрицы и пуансоны, используемые на листогибочном прессе для создания изгиба листового металла. Инструменты для листогибочного пресса не встроены в станок. Это скорее сменная деталь, используемая в зависимости от конкретного типа работы. Инструменты для листогибочного пресса — это приспособление, которое непосредственно контактирует с заготовкой.
Каково основное назначение оснастки для листогибочного пресса?
Основное назначение оснастки для листогибочного пресса — сделать станок пригодным для выполнения различных операций по гибке металла. Без оснастки листогибочный пресс будет сильно ограничен в типах, формах и размерах гибочных работ, которые он может выполнять.
Однако оснастка листогибочного пресса расширяет возможности станка. Различные углы и радиусы изгиба могут быть получены простым изменением оснастки. Таким образом, листогибочные прессы могут быстро адаптироваться к меняющимся задачам.
Каковы ключевые элементы оснастки листогибочного пресса?

Для работы листогибочного пресса необходимо взаимодействие множества различных элементов. К этим элементам относятся:
Основные типы инструментов (пуансоны)
Пуансон — это инструмент, расположенный на верхней части заготовки. Он оказывает на заготовку усилие, необходимое для изгиба. Чрезвычайно важно использовать качественные пуансоны, поскольку они являются центральной частью, отвечающей за приложение необходимого усилия в процессе гибки металла.
Существует множество типов пуансонов, предназначенных для различных задач. Выбор пуансона следует производить только после ознакомления с основными характеристиками каждого типа пуансонов для листогибочного пресса. К таким пуансонам относятся:
Стандартный пуансонЭто наиболее широко используемый инструмент для листогибочных прессов. Его более толстый корпус и узкий наконечник пуансона создают большее усилие, что полезно для гибки самых толстых материалов. Внутренняя сторона имеет слегка вогнутую кривую, а внешняя — плоскую. Это позволяет сгибать более короткие фланцы.
Пробойник под острым угломИспользуется для сгибания под очень малыми углами. Пуансоны для острых углов обычно сокращенно называются острыми пуансонами. Как правило, эти пуансоны применяются, когда требуемый угол сгиба составляет 30° или меньше. Эти пуансоны также легко сгибают под большими углами, например, 60°. Эти пуансоны имеют острый наконечник и, как правило, массивный корпус.
Аузкий пуансонОн имеет равномерную толщину по всей длине. Такие пуансоны используются там, где имеется небольшой зазор, и другие пуансоны могут не подойти. Его также называют мечевидным пуансоном. Часто узкий пуансон применяется для закрытия квадратного или коробчатого профиля.
Пробойник для ленты
Пробойник для оконных рам — это тип инструмента с очень узким корпусом и загнутым внутрь листогибочного пресса наконечником. Загнутый наконечник позволяет работать на углах и создавать изгибы. Часто пробойник используется для изготовления дверных коробок и створок.
Пуансон с изогнутой шейкой используется для маркировки. Он применяется для создания U-образных профилей в заготовке. Форма пуансона с изогнутой шейкой специально разработана таким образом, чтобы ножки изогнутой заготовки не сталкивались с инструментом. Разновидностью этого типа является пуансон с изогнутой шейкой, также используемый для U-образного профилирования. Форма с изогнутой шейкой и изогнутой шейкой создает неподдерживаемую линию приложения силы. Поэтому эти пуансоны слабее по сравнению с другими вариантами. Они могут выдерживать меньший тоннаж.
Джоггл Панч
Пуансон с гибочным механизмом — это специальный инструмент для листогибочного пресса, используемый для выполнения изгибов вокруг углов. Пуансон с гибочным механизмом имеет более тонкий профиль, что делает его чрезвычайно полезным для создания S-образных изгибов. Это не очень распространенный инструмент, часто используемый для узкоспециализированных задач.
Перфоратор с закругленным верхом
Пуансон с закругленным концом имеет закругленный наконечник, в отличие от острых наконечников других пуансонов. Это позволяет получить U-образный изгиб вместо острого V-образного. Обычно этот пуансон используется в сочетании с U-образной матрицей для получения правильно закругленного угла.
Типы нижней оснастки (штампы)
Штамп — это полый инструмент, размещаемый под заготовкой для обеспечения поддержки и точности в процессе гибки. Штампы поглощают всю силу, прилагаемую пуансоном. Поэтому они также изготавливаются из высокопрочных материалов. Доступно множество различных форм и размеров штампов, подходящих для различных операций. Наиболее распространенные формы штампов:
Одиночная V-образная матрица имеет V-образное отверстие, выдолбленное в оснастке. Их также называют одиночными V-образными матрицами. Благодаря своей универсальности, это наиболее часто используемые матрицы для листогибочных прессов. Выбор одиночной V-образной матрицы осуществляется на основе правила восьми. Оно гласит, что длина V-образного отверстия матрицы должна быть в 8 раз больше толщины материала.
Двусторонние самоцентрирующиеся V-образные матрицы
Двусторонние самоцентрирующиеся V-образные матрицы имеют две V-образные полости, расположенные параллельно. Это обеспечивает более быстрый рабочий процесс по сравнению с матрицей с одной V-образной матрицей. В случае необходимости изменения угла изгиба не требуется переналадка.
В многовальных V-образных матрицах имеется ряд V-образных полостей, расположенных вокруг матрицы. Количество V-образных полостей может варьироваться от 3 и выше. Многовальная V-образная матрица расширяет возможности гибки, доступные в одном инструменте. Изменение угла гибки или толщины материала может быть выполнено простым поворотом матрицы.
Штампы для гофрирования
У штампов для гофрирования нижняя часть имеет гофрированный рисунок. Эти штампы используются в специфических областях применения, где для гнутого листового металла требуется аналогичный рисунок на внешней поверхности.
Штампы для выравнивания и подгибки
Для сгибания всей длины фланца под острым углом и его полного выравнивания используется матрица для выравнивания и загибания. Нижний инструмент выпускается в двух вариантах: с пружинным механизмом и U-образный.
Формовочные матрицы для каналов
Штамп для формирования канала создает U-образный канал на плоском листе металла. Для создания U-образного канала требуется два прохода традиционных V-образных штампов. Однако штамп для формирования канала может выполнить эту работу за один проход.
Держатель инструмента
Инструментальный держатель для листогибочного пресса — очень полезный аксессуар для крепления оснастки на прессе. Современные инструментальные держатели обладают такими преимуществами, как быстрая смена инструмента. Качественный инструментальный держатель также повышает точность процесса гибки, минимизируя вибрацию инструмента.
Задний упор
Задний упор листогибочного пресса используется для точного выравнивания заготовки с целью выполнения аккуратного изгиба. Задний упор перемещается по оси X. Он имеет несколько упоров и блоков. Эти упоры останавливают процесс гибки после достижения необходимой длины изгиба. Правильная настройка заднего упора повышает повторяемость и стабильность процесса гибки на листогибочном прессе.
Система компенсации прогиба — это тип инструментов листогибочного пресса, компенсирующих деформацию, возникающую при изгибе ползуна и верстака в процессе гибки. Система компенсации прогиба особенно необходима при гибке больших листов металла из-за высокой степени прогиба.
Для эффективного использования системы выравнивания кромки листа необходимо понимать деформацию и отклонение листогибочного пресса. Существуют два типа систем выравнивания кромки: гидравлическая и механическая.
Предохранительные устройства листогибочного пресса
Предохранительные устройства для листогибочных прессов — это вспомогательные инструменты, устанавливаемые на пресс для обеспечения безопасности оператора, заготовки и самого станка. Различные модели листогибочных прессов оснащаются различными предохранительными устройствами. К распространенным системам безопасности листогибочных прессов относятся:
✔ Лазерный сторож: Система лазерного контроля размещает несколько лазерных лучей вокруг штампа. При любом воздействии, прерывающем лазерные лучи, система лазерного контроля немедленно останавливает работу станка и отводит штамп. Это обеспечивает высокий уровень безопасности оператора и гарантирует, что его конечности не пострадают в процессе работы на листогибочном прессе.
✔ Световые завесы:Световые завесы — это распространенное устройство обнаружения присутствия, обеспечивающее автоматическую безопасность оператора без какой-либо дополнительной настройки. Они работают аналогично лазерной системе наблюдения. При прерывании потока света от световых завес система безопасности немедленно останавливает работу машины без задержки.
✔ Охранники:Защитные кожухи для листогибочного пресса установлены сбоку и сзади станка. Боковые кожухи предотвращают попадание рук оператора или любых посторонних предметов между матрицей и пуансоном. Задние кожухи предотвращают помехи для заднего упора и других компонентов, расположенных за листогибочным прессом.
✔ Управление двумя руками: Двуручное управление требует от оператора использования обеих рук для запуска цикла листогибочного пресса. Это гарантирует, что оператор случайно не запустит станок, если одна из его рук находится между отверстием матрицы и пуансоном. Двуручное управление дешевле, чем лазерная охрана и световые завесы. Однако оно несколько замедляет скорость всей операции.
Из какого материала изготавливают оснастку для листогибочных прессов?
Инструменты для листогибочных прессов обычно изготавливаются из специальной стали, такой как сталь Ясуки или молибденовая сталь типа 4. Пуансон и матрица воспринимают большую часть усилий, создаваемых листогибочным прессом.
Поэтому крайне важно использовать высокопрочную закаленную сталь, чтобы выдерживать такую нагрузку. Другие распространенные марки стали, используемые для изготовления оснастки для листогибочных прессов, включают марки T8, T10, 42CrMo и Cr12MoV.
Какой материал лучше всего подходит для оснастки листогибочного пресса?
Хромомолибденовая сталь (хромомолибденовая сталь) считается лучшим материалом для оснастки листогибочных прессов. Хромомолибденовая сталь обладает исключительной прочностью и коррозионной стойкостью.
Таким образом, он обеспечивает возможность выполнения всех требований листогибочных прессов и гарантирует длительный срок службы. Карбид вольфрама — еще один хороший вариант для оснастки листогибочных прессов, обеспечивающий высокое качество по разумной цене.
ОнПятьОсновные типы оснастки для листогибочных прессов

Существует множество различных типов оснастки для листогибочных прессов. Пять наиболее распространенных:
Инструменты для листогибочных прессов AMADA/Promecam (Euro)
Система AMADA/Promecam — это европейская система зажима. Она широко используется на основных листогибочных прессах в Европе, а также на большинстве прессов азиатского или турецкого производства, занимая около 95% рынка. Система инструментов для листогибочных прессов AMADA/Promecam является одной из наиболее удобных в использовании для обработки изделий малого и среднего веса. Она предлагает широкий выбор инструментов, что делает её универсальным решением для многих производственных задач.
Он имеет хвостовик шириной 13 мм и прямоугольную канавку сбоку. Это обеспечивает высокое усилие зажима и надежный механизм фиксации. Поэтому совместимость с европейским типом инструмента позволяет достичь высокой точности по сравнению с другими типами. Этот тип обычно используется в инструментах для листогибочных прессов с ЧПУ.
Обычно устанавливается на основных европейских и других азиатских листогибочных прессах и представляет собой эффективную систему зажима.
Инструменты для листогибочных прессов TRUMPF/WILA
Система оснастки Wila Trumpf использует более широкий хвостовик шириной 20 мм с одной канавкой на переднем и одном на заднем концах. Эта система обеспечивает механизм автоматического зажима, который автоматически фиксируется в нужном положении. Это обеспечивает высокую точность при работе на листогибочном прессе. Она также известна как новый стандартный тип оснастки.
Конструкция этих инструментов предусматривает высокоскоростной механизм смены. Для легких инструментов весом менее 27,6 фунтов устанавливается подпружиненная кнопка быстрой смены. Для более тяжелых инструментов используется механизм фиксации штифтом.
Инструменты для листогибочных прессов LVD
Инструменты для листогибочных прессов LVD, включая старые системы фиксации (классические) и базовую модель LVD-W. Преимуществами являются долговечность инструментов, изготовленных из высокопрочных материалов, возможность фронтальной загрузки и зеркального позиционирования пуансонов. Более старые системы LVD и Heavy Duty доступны в качестве специализированных инструментов.
Инструменты для листогибочных прессов Bystronic-Beyeler
Инструментальная оснастка для листогибочного пресса Bystronic-Beyeler представляет собой систему инструментов для листогибочного пресса Beyeler, включающую эффективную систему зажима и поддержку для решения производственных задач. Преимуществами являются долговечные инструменты, изготовленные из высокопрочных материалов, и позиционирование пуансона.
Американский стандартный инструмент
Инструменты американского типа — наиболее популярный вариант оснастки для листогибочных прессов. Это традиционный стиль из Северной Америки. У этого типа уменьшена площадь зажимного механизма. Последовательная замена инструментов снижает точность в этом стиле.
Инструменты американского типа дешевле, чем инструменты других типов. Как правило, они характеризуются хвостовиком шириной 0,50 дюйма.
Какие существуют типы оснастки для листогибочных прессов?
В листогибочных прессах используется множество различных типов инструментов. К таким инструментам относятся:
Стандартные пуансоны и матрицы
Стандартные пуансоны и матрицы — это распространенный инструмент, используемый для простых операций на листогибочных прессах. Стандартный инструмент является предпочтительным выбором при гибке на воздухе.
Для стандартных пуансонов и матриц наиболее распространен V-образный профиль. Однако иногда используются и U-образные инструменты.
Радиусная оснастка
Для изготовления радиусных заготовок используется пуансон U-образной формы с закругленными краями. Обычно он комплектуется V-образной матрицей. Этот тип инструмента применяется в тех случаях, когда требуется больший радиус изгиба, чем тот, который можно получить с помощью стандартного пуансона. Чаще всего для изготовления таких заготовок используется технология гибки под давлением воздуха.
Пуансон с изогнутым наконечником — это угловой пуансон с закаленным наконечником. Он используется для создания каналов и U-образных профилей в заготовке. Особая форма пуансона с изогнутым наконечником исключает любой контакт инструмента с длиной фланца заготовки. Существует множество разновидностей пуансонов с изогнутым наконечником для изготовления специальных форм. Наиболее распространенным вариантом для пуансонов с изогнутым наконечником является стандартный V-образный инструмент.
Комбинация пуансона и матрицы с острым изгибом используется для изгиба под чрезвычайно малыми углами. Угол заточки таких пуансонов и матриц составляет 30 градусов или менее. Такие пуансоны также известны как ножевые пуансоны.
Набор инструментов для выравнивания и подшивания
Набор инструментов для выравнивания используется, когда требуется подгибка изгиба. Сначала набор инструментов для выравнивания и подгибки создает очень острый изгиб. Затем тот же набор инструментов создает подгибку для этого изгиба. Таким образом, этот набор инструментов работает в два этапа. Этот тип инструментов имеет ограничения по толщине материала.
Инструмент для Z-образного изгиба
Инструмент для Z-образного изгиба представляет собой набор специальных пуансонов и матриц, позволяющих создавать Z-образный изгиб за один проход. Для создания Z-образных изгибов также можно использовать стандартный инструмент.
Однако для создания одного Z-образного изгиба требуется как минимум два прохода. Это может быть неудобно при крупномасштабном производстве. Инструменты для Z-образных изгибов позволяют ускорить производство, создавая эти изгибы за один проход.
Какова типичная твердость оснастки для листогибочных прессов?

Типичная твердость оснастки для листогибочных прессов составляет около 47 HRC (по шкале Роквелла). Существуют также наборы оснастки с еще более высокой твердостью.
Для сравнения, твердость нержавеющей стали составляет около 28 HRC. Именно поэтому оснастка для листогибочных прессов позволяет так легко сгибать детали из нержавеющей стали и других материалов без повреждений.
Значение твердости листогибочных прессов
Твердость оснастки листогибочного пресса не указывает на его тоннаж. Твердость отражает способность пресса противостоять следам, царапинам и любым вмятинам.
Вмятины могут привести к внутренним дефектам, вызывающим преждевременное разрушение инструментов листогибочного пресса. Чтобы этого избежать, инструменты для листогибочных прессов выбирают из закаленной стали и других материалов аналогичного или идентичного качества.
Почему так важно правильно выбрать оснастку для листогибочного пресса?
Правильный выбор оснастки для листогибочного пресса имеет решающее значение во всех аспектах. Оснастка для листогибочного пресса является основным компонентом, поглощающим экстремальные нагрузки при работе станка. Неправильно подобранная оснастка может легко сломаться во время работы, что приведет к полной потере вложенных средств.
Даже если инструмент не сломается, неправильный выбор инструмента обязательно приведет к неправильным изгибам. Нередко именно неправильный выбор инструмента может привести к поломке заготовки.
В некоторых ситуациях неправильный инструмент может даже повредить сам станок. Чтобы предотвратить все эти нежелательные сценарии, крайне важно понимать особенности листогибочных прессов и тщательно выбирать инструмент в зависимости от области применения.
Влияет ли оснастка на точность формованных деталей?
Да, выбор инструмента для листогибочного пресса играет решающую роль в точности формованных деталей из листового металла. Неправильный выбор типа листогибочного пресса приведет к неправильной форме изгиба.
Кроме того, угол изгиба заготовки зависит от угла пуансона (в случае гибки в воздухе) и угла пуансона и матрицы (в случае гибки до упора). Такие инструменты, как задний упор, дополнительно повышают точность операции формовки листового металла.
Как выбрать подходящую оснастку для листогибочного пресса?

Выбор оснастки для листогибочного пресса следует осуществлять, основываясь на оценке следующих факторов:
Тип материала
Тип материала является основным фактором, влияющим на качество оснастки. Некоторые материалы обладают низкой гибкостью и высокой твердостью и требуют более качественной оснастки из-за сложности изгиба. Кроме того, такие сложные материалы имеют тенденцию к более быстрому износу оснастки.
Толщина материала
Толщина материала влияет на размер необходимой оснастки. Основные факторы, зависящие от толщины материала, — это размер отверстия матрицы листогибочного пресса, угол изгиба и радиус изгиба. Более толстые материалы ограничивают возможный угол изгиба, что затрудняет выполнение острых изгибов.
Кроме того, для более толстых материалов потребуется больший радиус изгиба, то есть большее отверстие матрицы.
Размер отверстия матрицы определяется по правилу восьми. Это правило рекомендует, чтобы размер отверстия матрицы был в восемь раз больше толщины материала.
Важно отметить, что это рекомендуемое значение для большинства случаев, а не идеальное. В некоторых ситуациях может потребоваться больший или меньший размер отверстия матрицы.
Длина заготовки
Длина заготовки влияет на размер инструмента. Два важных параметра, касающихся длины, — это минимальная и максимальная длина фланца.
Размер отверстия матрицы должен быть достаточно малым, чтобы вместить минимальную длину фланца. Если отверстие матрицы больше, фланец упадет в полость матрицы. Большая длина фланца требует более крупной оснастки или дополнительных инструментов. Размер пуансона должен быть достаточным, чтобы максимальная длина не повредила детали станка.
Угол изгиба
Угол изгиба влияет на угол наклона наконечника пуансона и его толщину. Для больших углов изгиба можно использовать более толстые пуансоны. Однако для очень острых углов требуется специальное оборудование, такое как остроконечный смещенный ножевой пуансон и соответствующие матрицы.
Радиус изгиба
Для более прочных материалов требуется больший радиус изгиба. Больший радиус изгиба возможен только при большем размере отверстия матрицы. Соотношение между радиусом изгиба и размером отверстия матрицы зависит от типа используемого материала.
В случае низкоуглеродистой стали важно, чтобы радиус изгиба был равен V/8, где V — ширина открытой матрицы. Материалы, прочнее низкоуглер



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español