Оставить сообщение
Вы можете связаться с нами любым удобным для вас способом. Мы доступны круглосуточно по факсу, электронной почте или телефону. Мы рады сотрудничеству и будем развиваться вместе с вами.
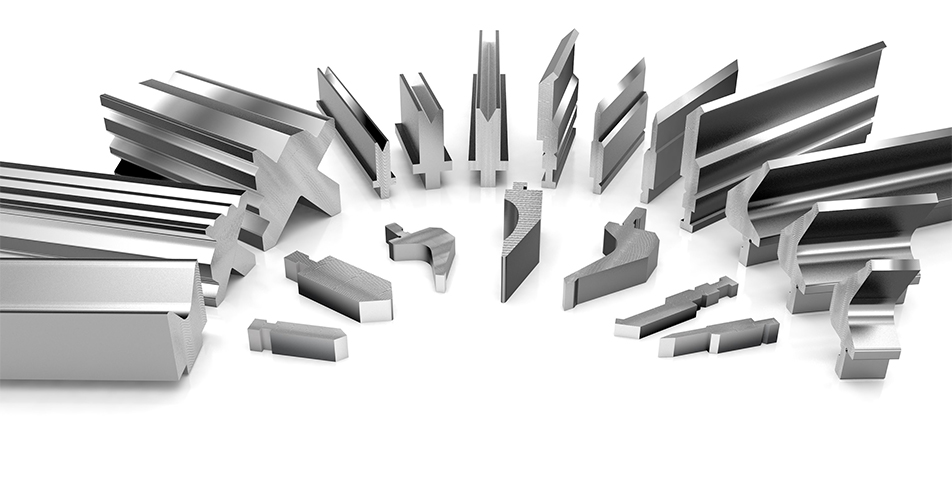
Соотношение между шириной выемки нижняя матрица принадлежащий Пресс-форма для станка с ЧПУ для гибки Толщина листа — это вопрос, который задают многие производители металлообрабатывающей продукции. В настоящее время общепринятой формулой расчета на рынке является: ширина V-образной канавки = толщина листа * 8. Это распространенная формула, но она также скрывает недостаток. Применима ли эта формула для заготовок, требующих высокой точности? В результате она не совсем подходит. Потому что эта формула подходит только для точной гибки, а не для гибки в подвешенном состоянии и гибки вплотную. В то же время, соотношение ширины нижней канавки матрицы гибочного станка к требуемой толщине листа для разных материалов не обязательно одинаково.
Согласно обобщенным данным, учитывающим требования рынка, для листового металла толщиной t от 0 до 3 мм ширина выемки нижней матрицы гибочного станка V = толщина листа t * 6, при этом точность гибки может быть уменьшена в 4 раза по толщине листа: для листового металла толщиной от 3 до 10 мм ширина выемки нижней матрицы гибочного станка V = толщина листа t * 8; для листового металла толщиной более 10 мм ширина выемки нижней матрицы V = толщина листа * 12. Выше приведены распространенные методы расчета на рынке. На основе многолетнего опыта производителей пресс-форм для станков с ЧПУ и опыта обработки листового металла, эта формула обычно подходит для точной гибки. Для гибки в подвешенном состоянии и гибки с высокой плотностью соотношение между шириной соответствующего паза нижней матрицы и кратным толщиной листа может быть соответствующим образом уменьшено. Если обрабатываемая пластина изготовлена из алюминия, то ширина паза нижней матрицы гибочного станка с ЧПУ V = толщина t*6 может соответствовать требованиям обработки. Это также означает, что при обработке алюминия материал и твердость нижней матрицы гибочного станка должны соответствовать более высоким требованиям, чем для обычных материалов, а угол R выемки должен быть более 1,5 мм, чтобы уменьшить повреждение заготовки во время гибки и сделать вмятину относительно неглубокой.
Если используется метод гибки с подвесом или закрытой гибкой, то выемку нижней матрицы гибочного станка можно соответственно уменьшить, поскольку этот метод гибки не требует прессования верхней и нижней матриц для формирования. Уменьшение ширины выемки также улучшит внешний вид обработанного изделия. Ширина выемки также определяет размер R-образного угла в углу заготовки. Если вы хотите, чтобы обработанное изделие не имело R-образного угла, лучше всего спланировать канавки в точке гибки перед обработкой, чтобы обработанные металлические детали имели очень стандартные углы гибки, и R-образный угол не влиял на внешний вид. Поэтому ширина выемки нижней матрицы гибочного станка с ЧПУ должна быть разумно спроектирована и изготовлена в соответствии с точностью изделия, материалом изделия и углом гибки изделия, а не просто рассчитана на основе толщины листа. Это не является ни научным подходом, ни здравым смыслом. В соответствии с требованиями к изделию, выберите наиболее подходящую выемку нижней матрицы гибочного станка с ЧПУ, и процент годной продукции будет выше.



 IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ
IPv6 ПОДДЕРЖИВАЕМАЯ СЕТЬ




 English
English Pусский
Pусский Español
Español